English
English Deutsch
Deutsch Indonesia
Indonesia




The chemical industry is extremely diverse, with over 60,000 known products, and chemical substances can influence the selection, structure, or design of valve materials. As with all industrial sectors, designing and manufacturing valves for chemical applications requires consideration of factors such as safe, efficient, and reliable process operation.
Petrochemical and Polymer Sector
In the chemical industry, petrochemical products represent one of the largest market segments, encompassing olefins (ethylene, propylene, butadiene) and aromatics (benzene, toluene, xylene). These are used to manufacture a wide range of products, such as ethylene produced via steam cracking, which is further polymerized to yield polyethylene and other ethylene-based derivatives.
Before ethylene enters the cold zone, it is typically dried using molecular sieve beds. The valves around these dryer beds are subjected to various thermal conditions during the adsorption and regeneration cycles. In the cold zone, valves must withstand low temperatures and high pressure drops. For fuel gas control, globe valves are the primary solution, however, segmented ball valves also present a viable alternative when the factor of adjustable range is taken into consideration. Within the cold zone, valves capable of handling low-temperature and high-pressure drop applications are required. Here, globe valves equipped with multi-stage trim are employed to help eliminate noise and cavitation.
Multi-stage anti-cavitation valve internals for globe valves
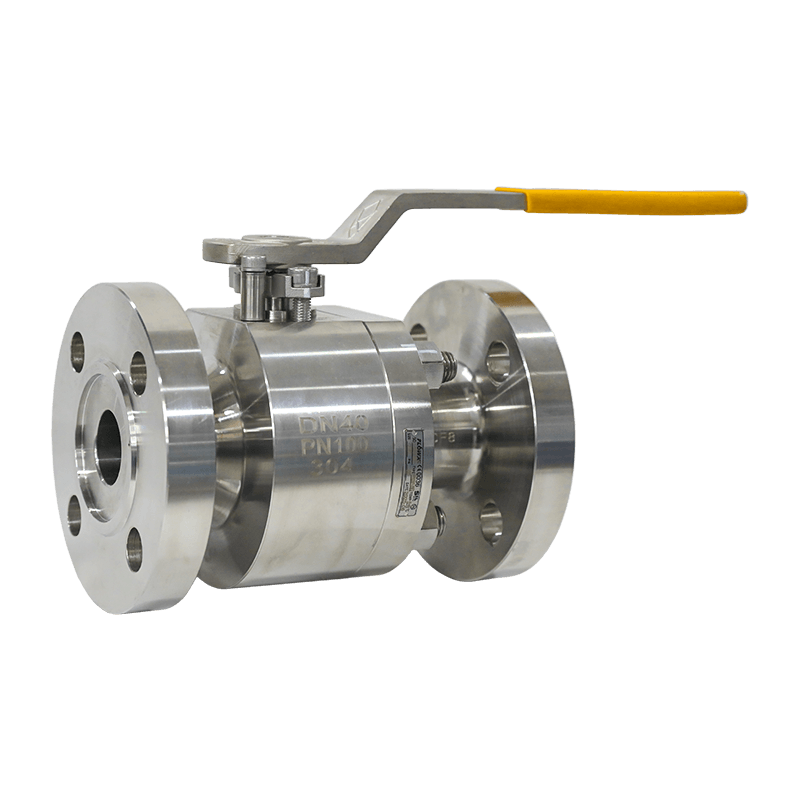
Metal-seated ball valves are the ideal solution for dryers in steam cracking units. These valves can handle significant temperature fluctuations and frequent cycling. Compared to other valve designs, rotary valves are easy to operate, feature a compact structure, and offer multiple directional options.
The polymerization process involves handling fluid media containing polymer, resin, and catalyst residues. These fluids accumulate within valve cavities, impairing valve functionality and causing process interruptions that result in significant losses for the plant. Additionally, high cycle counts (up to 1.5 million cycles annually) present a major challenge. Valves surrounding catalyst systems handling dry catalysts face severe corrosion of internal components. Addressing fugitive emissions and seat leakage is also critical due to safety and environmental concerns.
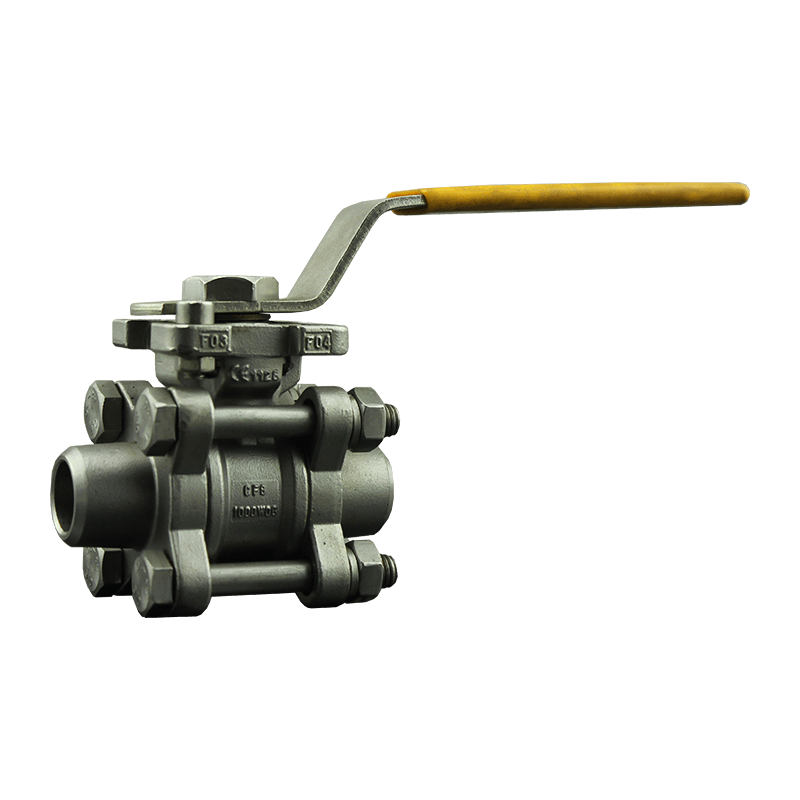
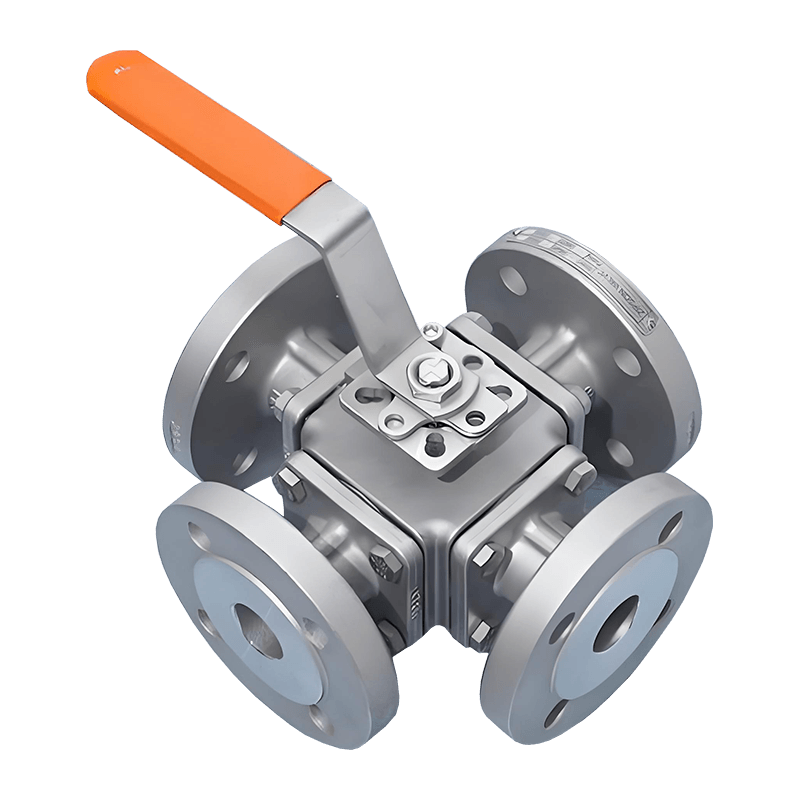
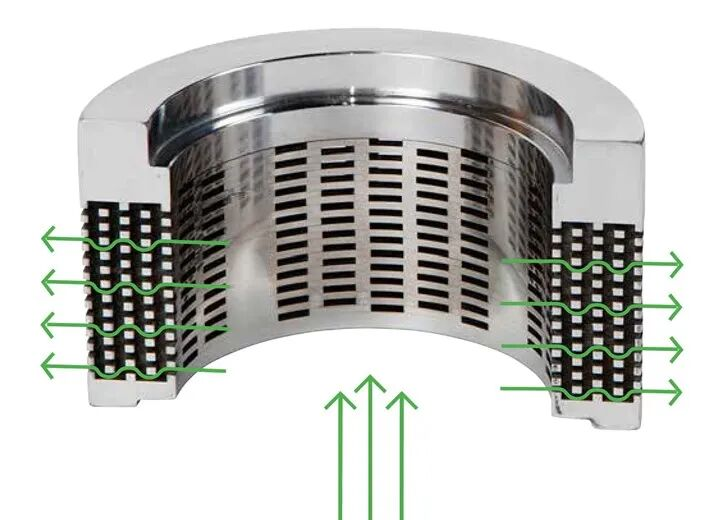
Similarly, metal-seated ball valves with anti-solid seat features deliver outstanding performance. The anti-solid seat design helps prevent media ingress into the seat area. The tight contact between the valve body and seat, combined with a scraping seat design, aids in removing accumulated particles. Consequently, segmented ball valves prove highly effective for polymer slurries.
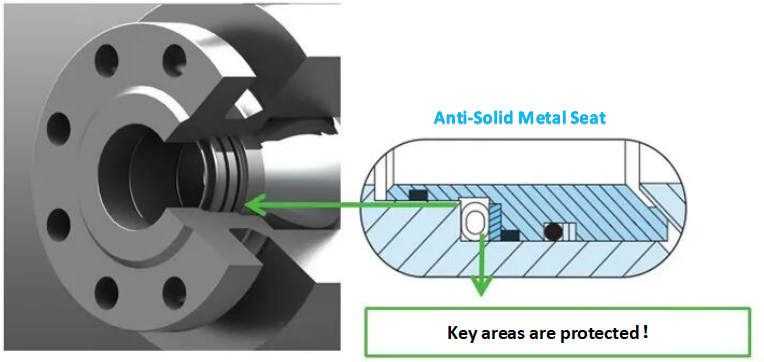
Ball Valve with Solid-Resistant Seat and Live-Loaded Packing
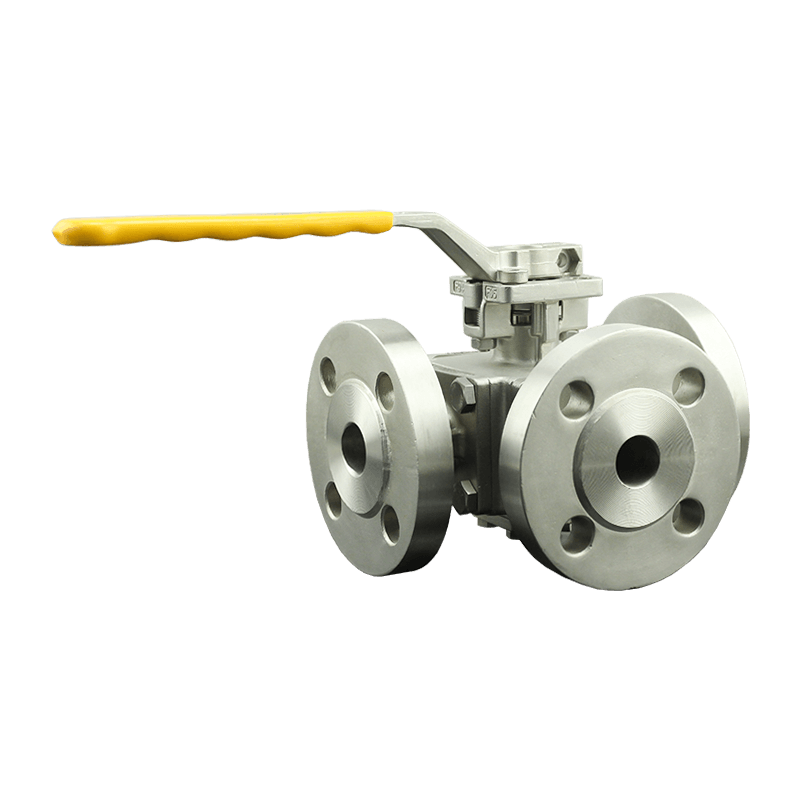
Aromatic units handling mainstream media such as paraxylene can deposit on valve surfaces, increasing friction and accelerating wear. In certain separation processes, valves undergo frequent opening and closing cycles, demanding precise control. Typical solutions include metal-seated ball valves with scraping seat designs, as well as segmented ball valves and eccentric rotary plug valves featuring specialized coating materials to withstand severe erosion. Triple-offset butterfly valves are also suitable for solutions in benzene and toluene extraction processes.
Fertilizer and agrochemical sector
In the agricultural chemicals sector, nitrogen fertilizers account for over 50% of the market share, with ammonia serving as a key component. The synthesis of ammonia requires nitrogen and hydrogen. A mixture of hydrogen from steam reformers and nitrogen enters the synthesis loop, where it undergoes two-stage compression to a synthesis pressure of 2200-4400 psi (150-300 bar). The ammonia conversion process demands a balance of temperature and pressure. To ensure catalyst effectiveness, a temperature of 750°F (400°C) is required.
High temperatures and pressures of hydrogen and ammonia pose a severe challenge for any valve. Given the toxicity of the processed media, emission control is critical. Triple-offset butterfly valves provide the ideal solution for isolation and control in ammonia synthesis circuits. This design minimizes wear and extends service life, ensuring tight shut-off even under the demanding conditions.


Triple Eccentric Metal Seated Butterfly Valve
The use of carbide valve seats reduces wear and enables ultra-high-speed flow rates. These seats are typically interchangeable without requiring disassembly of the valve plate and shaft. Live-loaded stem seals are standard equipment, and the valves undergo fire testing and emergency shutdown certification to achieve Safety Integrity Level SIL3.
The Rise of Specialty Chemicals
The rapid growth of the solar industry has significantly increased demand for photovoltaic panels, with polysilicon serving as a critical raw material. Polysilicon has long been a key component in semiconductor manufacturing. The typical polysilicon production process uses SiO₂ (quartz sand) as feedstock to produce metallurgical-grade silicon, also known as MG-Si. MG-Si is obtained in an electric arc furnace in the presence of carbon. In this process, raw materials, intermediate products, and by-products include silicon powder, chlorine gas, hydrogen gas, hydrogen chloride, trichlorosilane, dichlorosilane, and silicon chloride. Hydrogen and trichlorosilane are flammable, hydrogen chloride is highly corrosive, and silicon tetrachloride is acutely toxic. Consequently, valve designs must handle these specialized media, particularly the highly abrasive silicon powder. All these chemicals require capture and recovery to minimize raw material consumption and enhance overall efficiency.
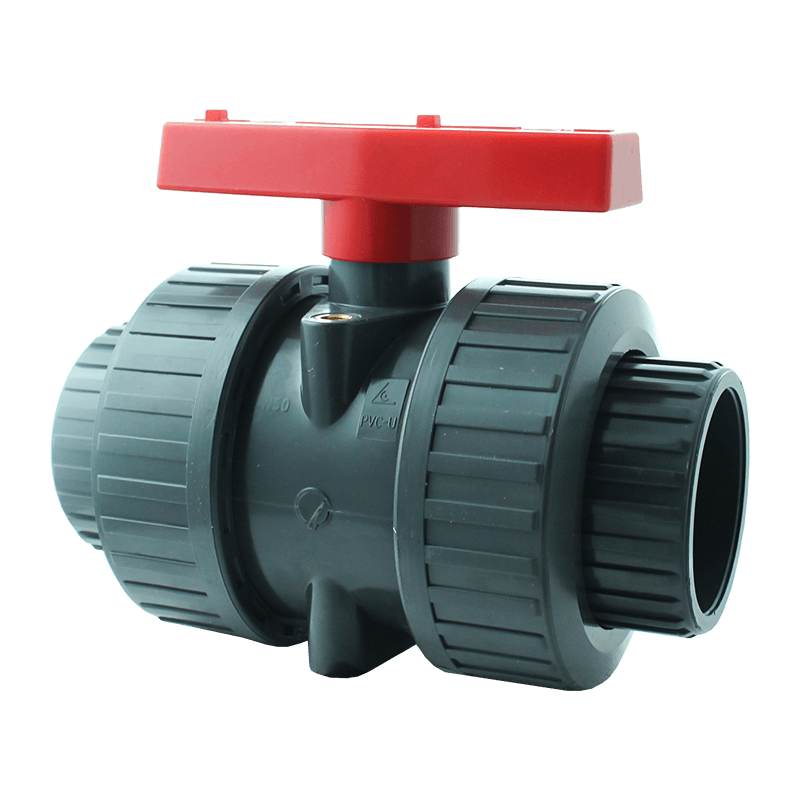
Rotary stem operation, live-loaded gland packing, and inherent fire safety design must comply with all current emission and fire safety standards. Soft-seated ball valves feature a polymer flexible lip seal design with molecularly reinforced PTFE as the seat material, providing a long-term solution even under high-cycle operation.
High-demand inorganic chemical processes
Titanium dioxide (TiO₂) is another application with stringent valve requirements. This material is commonly used as a white pigment in paint manufacturing, papermaking, plastics, rubber, ceramics, and textiles. Titanium dioxide is produced from ilmenite or natural or synthetic rutile ore. The wet sulfuric acid process typically uses ilmenite-based feedstock, while the high-temperature chloride process commonly employs rutile-based feedstock.
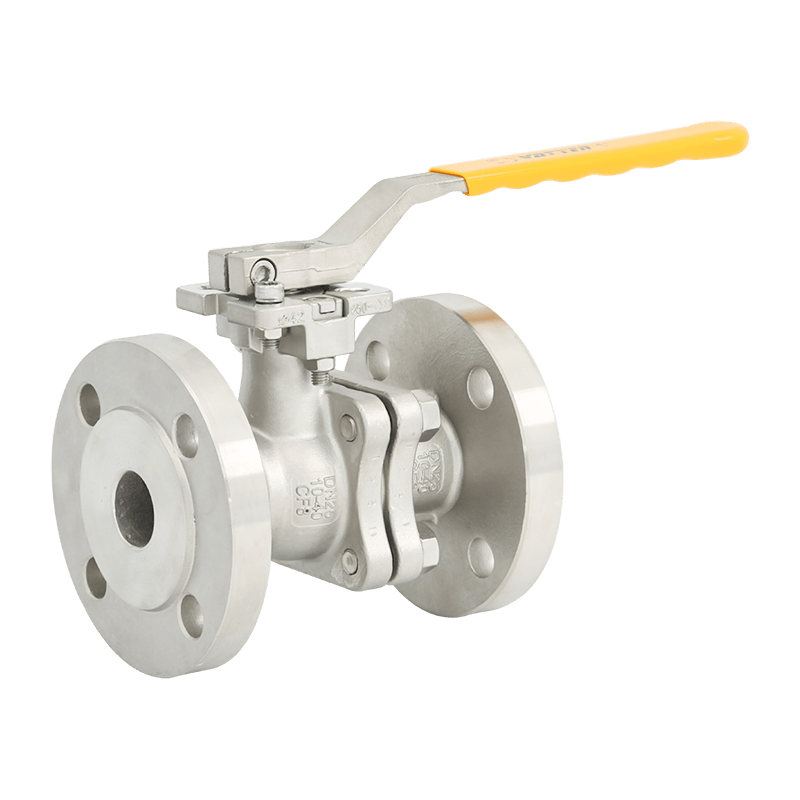
The entire production process exposes valves to high temperatures, abrasive slurries, and corrosive environments. Metal-seated ball valves with carbide coatings and bellows seats are suited for high-temperature shutoff applications. When handling abrasive slurries, heavy-duty pinch valves with advanced elastomer technology are the ideal choice for shut-off and control applications within the system. Controllability is further enhanced through tapered sleeves and intelligent positioners, contributing to extended maintenance intervals and significantly reduced maintenance costs.


Pinch Valve
Chlor-alkali is also one of the challenging applications for valves. Chlorine is liquefied for storage and transportation, then vaporized for processing. For liquid chlorine, valves with CS valve bodies and Monel alloy internals are recommended. Double-offset butterfly valves with live-loaded packing are typically used to prevent fugitive leakage.
The process of converting liquid chlorine into vapor requires the application of heat under controlled conditions, with the temperature of the vapor generated in the vaporizer section maintained by regulating hot water or steam. While threaded end ball valves are used for majority drain valves and isolation valves, rotary ball valves are employed when temperature regulation is required.
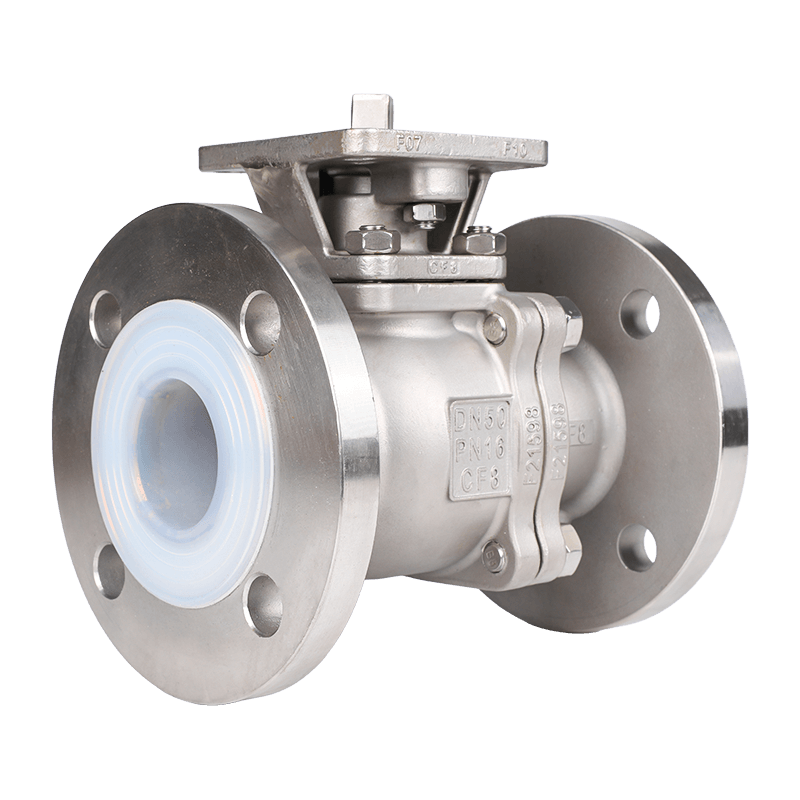
Additionally, PFA-lined ball valves, butterfly valves, and diaphragm valves are widely used in brine preparation and caustic soda production to prevent corrosion.