English
English Deutsch
Deutsch Indonesia
Indonesia




Content
The fundamental purpose of a bottom discharge valve is to achieve complete drainage and dead-space-free shutoff at the lowest point of a vessel. In applications ranging from sterile bioreactors to crystallization tanks, the inability to fully drain product leads to cross-contamination, microbial growth, and significant yield loss. The selection of the valve design—whether a rising ram, a flush-bottom ball valve, or a piston-operated disc—directly dictates the cleanliness and recoverability of a batch process.
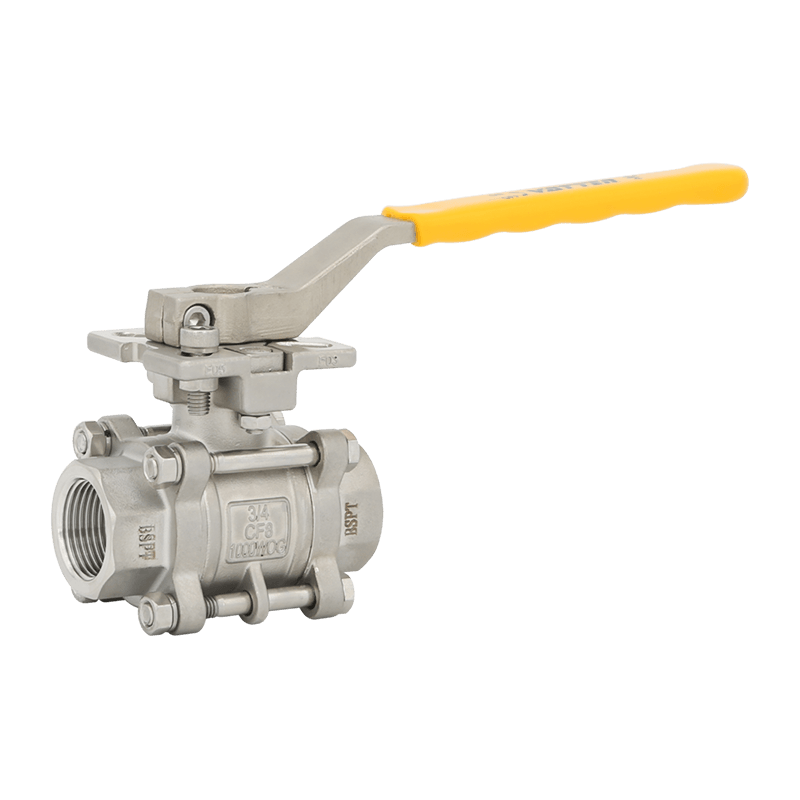
Valve Design and Flow Geometry
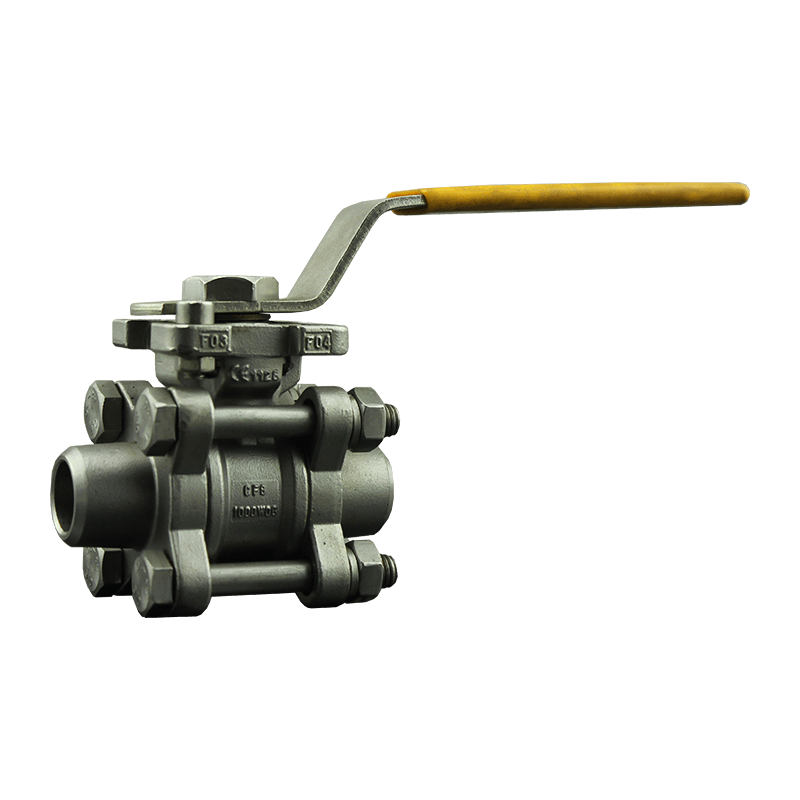
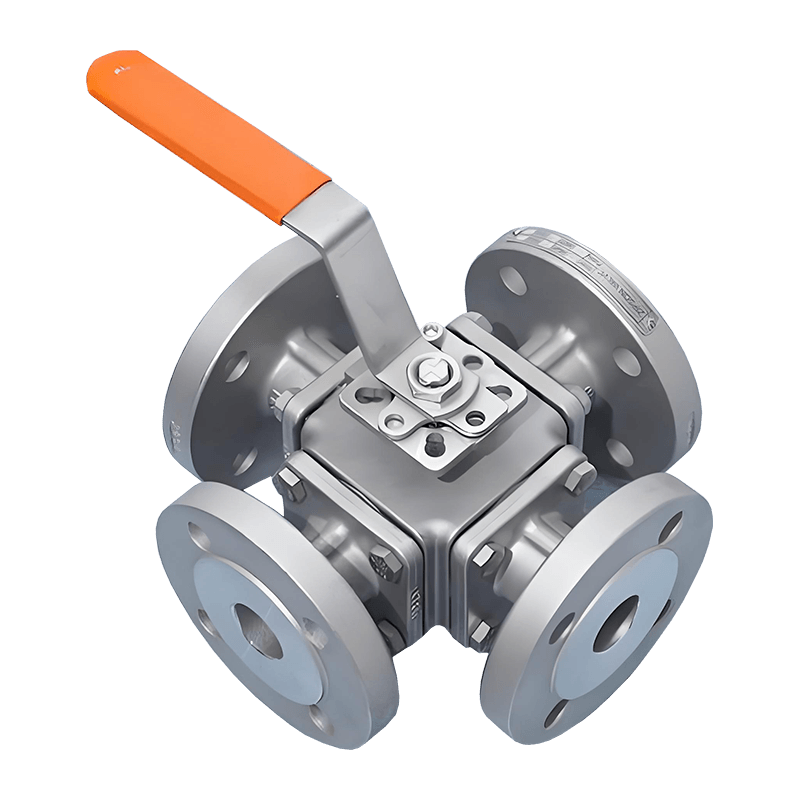
The distinction between a standard globe valve and a specialized bottom discharge unit lies in the internal contour. For a valve to function effectively in a drain application, the sealing surface must be flush with the vessel interior when closed. Rising ram or piston valves push a plug into the tank nozzle, physically ejecting solids that might bridge or block the port. In contrast, flush-bottom ball valves feature a machined cavity that, when closed, presents a smooth surface to the vessel interior, preventing solids from packing into the seat. Data from crystallization processes shows that a standard recessed valve can trap up to 15% of batch volume in dead zones, whereas a flush-mount design typically reduces retained volume to less than 0.5%.
Sealing Technologies and Material Science
The sealing integrity of a bottom discharge valve is tested not just by pressure differentials but by the accumulation of abrasive crystals or sticky polymers at the closure point. Two primary sealing strategies dominate the field: metal-to-metal seals for extreme temperatures and polymer lip seals for aseptic repeatability.
Metal-to-Metal Seals
In high-temperature processes exceeding 200°C, elastomers degrade rapidly. Stellite or tungsten carbide hard-facing on both the seat and the disc provides a grind-in seal that tolerates thermal cycling. These hardened surfaces often achieve leakage rates as low as ANSI Class V, making them suitable for heat transfer fluids and molten salts. The primary operational demand is a specific actuation torque to ensure the metal surfaces cold flow into each other without galling.
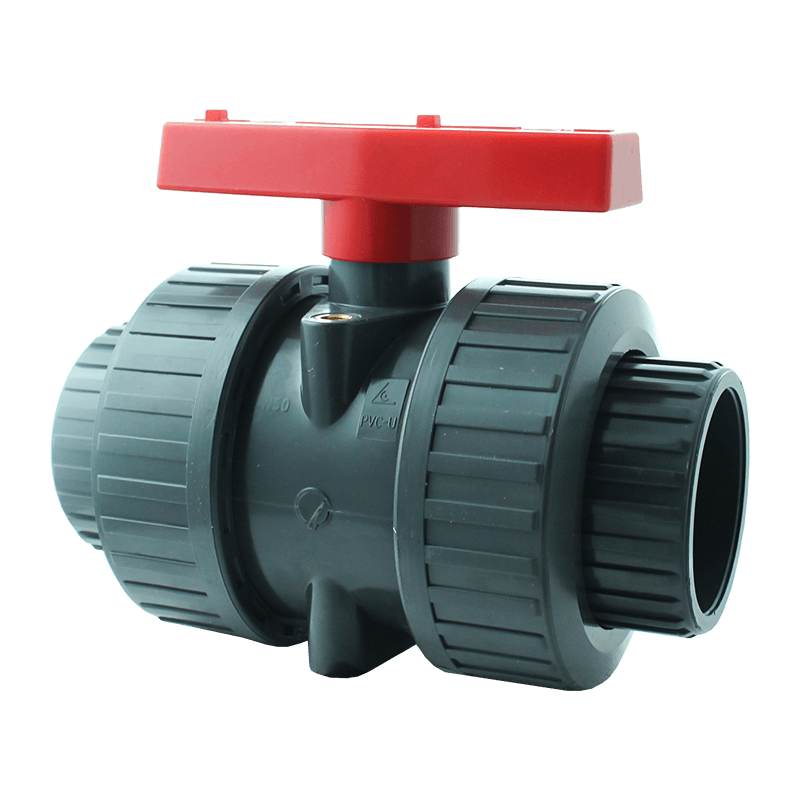
PTFE and PTFE Composite Seats
For chemical corrosion resistance below 180°C, modified PTFE remains the industry standard. However, pure PTFE suffers from cold flow under continuous load. Manufacturers counter this by using reinforced PTFE with a filler content of 15% to 25% glass fiber or carbon, which increases compressive strength by approximately 30% while slightly sacrificing chemical inertness. The latest generation of spring-loaded PTFE seat designs creates a dynamic seal that automatically compensates for thermal contraction without manual adjustment.
Cleaning and Sterilization Compatibility
Cleanability is the primary value driver for bottom discharge valves in life sciences. The design must eliminate the "breach space" between the vessel nozzle and the sealing element. Steam-in-place (SIP) cycles require the valve body to withstand repeated exposure to 135°C saturated steam without condensate pooling. A valve utilizing a bellows seal instead of a standard stem packing design will prevent external contamination ingress and allow for complete steam penetration around the stem. Validation studies confirm that a bellows-sealed, flush-bottom valve can achieve a 6-log reduction of Geobacillus stearothermophilus spores during a standard 30-minute sterilization cycle.
The surface finish of the wetted parts is a critical control point. An Ra value of 0.5 µm (20 microinches) or better is standard for injectable-grade pharmaceuticals. Electropolishing enhances this surface by removing microscopic peaks where bacterial colonies can anchor, improving corrosion resistance and reducing product adhesion.
Actuation and Process Control
The operational cadence of a bottom discharge valve often involves a "fail-closed" safety imperative. Pneumatic spring-return actuators are the default choice for hazardous fluid transfer. When vessel overpressure occurs, the loss of air pressure must immediately force the valve plug into the closed position against the flow stream. This requires actuator sizing calculations that factor in the static head pressure of the tank plus a safety factor of 1.5 times the maximum differential pressure.
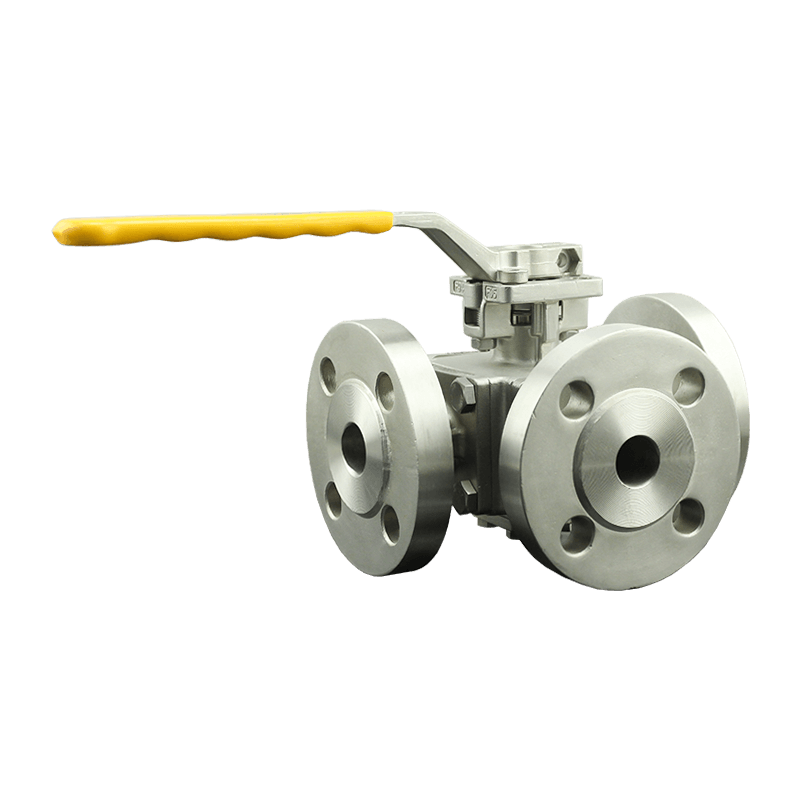
Precision flow control directly from the reactor outlet is increasingly common. A linear rising-ram valve, coupled with a digital positioner, allows the bottom valve to double as a metering device for viscous resins. By profiling the stroke contour, operators can control the shear rate during discharge, preventing the gel breakdown that occurs with on/off ball valves.
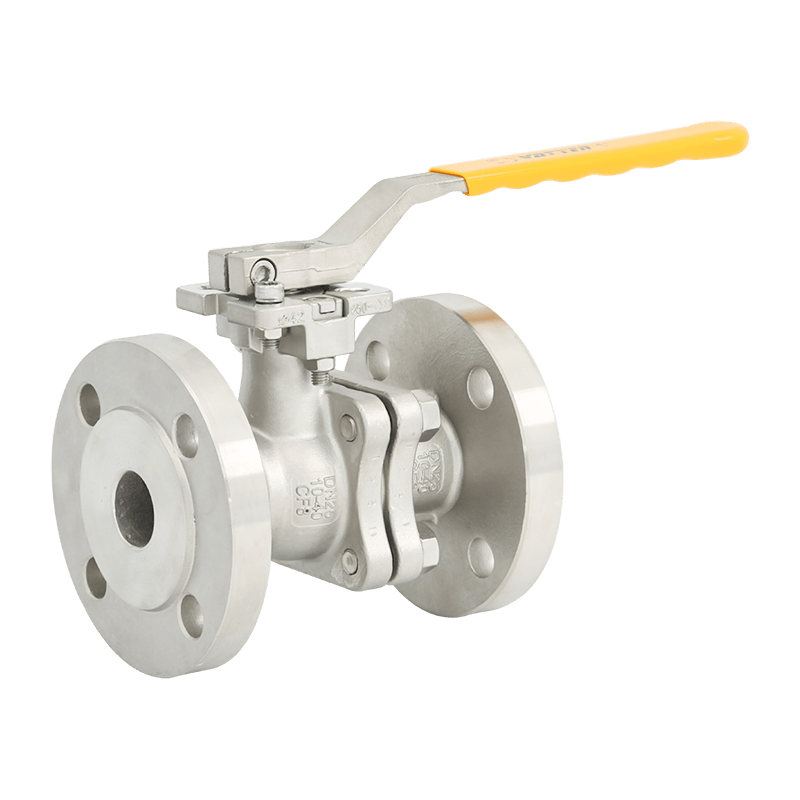
Installation Criteria and Nozzle Engineering
Proper vessel integration requires precise match-machining of the pad flange. The critical dimension is the length between the vessel inner diameter and the valve sealing face. If this neck is too short, thermal expansion of the jacket can warp the body and cause permanent leakage. If too long, it creates a static product hold-up. A flush-grind tolerance of ±0.5 mm is enforceable during field welding to prevent this mismatch. Jacketed bottom discharge valves are mandatory for processes involving sulfur, pitch, or polymers that solidify below 100°C, ensuring the product remains mobile until the last drop leaves the nozzle.
| Valve Type | Optimal Slurry Type | Typical Maximum Viscosity |
|---|---|---|
| Rising Ram / Piston | Abrasive crystals, fibrous pulps | 250,000 cP |
| Flush-Bottom Ball | Free-flowing liquids, light slurries | 15,000 cP |
| Disc / Diaphragm | Sterile media, bioreactor harvest | 10,000 cP |
Troubleshooting Common Seal Failures
Persistent leakage in a recently serviced bottom discharge valve usually traces back to three root causes. First, misalignment between the actuator yoke and the bonnet causes side-loading on the stem, deforming the soft seat unevenly. Second, crystallized product lodged in the stem bushing restricts the closing force. A field repair protocol using hot solvent flushing rather than mechanical prying can salvage the seat integrity. Third, incorrect packing gland torque compresses the stem, preventing full seal contact; a dial-indicator test on the stroke confirms if the plug physically reaches the full closed position.
Lifecycle Cost
Evaluating a bottom discharge valve solely on the capital purchase price ignores the dominant cost of maintenance downtime. A heavy-duty forged body with a renewable seat insert, though typically costing 30% more initially than a cast single-piece body, allows inline seat replacement without cutting the weld joint. Over a five-year service life in an abrasive titanium dioxide slurry, the total cost of ownership for the forged design is usually 40% lower due to the speed of maintenance turnaround. The total weld-in design eliminates flange gaskets, removing the most common external leak point and reducing fugitive emission risks.